

一.引言:
模具行业是一种特殊的制造业。单件、复杂、高技术含量和无法预知结果构成了行业特点,因此,信息化智能化建设伴随模具技术与管理提升的全过程,是一个创新的过程。”日前,国际模协秘书长罗百辉接受《汽车与配件》杂志采访时表示,近年来,模具制造过程的信息化智能化已越来越被国内汽车模具制造企业所重视。CAD/CAM技术已经普及;热流道技术和多工位级进冲压技术得到较好推广;并收到较好效果;高速加工、并行工程、逆向工程、虚拟制造、无图生产和标准化生产已在一些重点骨干企业实施。
“十二五”期间,我国战略性新兴产业智能模具制造装备发展的具体目标为:
1、以智能化模具为主要代表的高效、精密、高性能模具的水平,中长期目标是要达到国际先进水平。
2、不断缩短模具生产周期、提高模具使用寿命和稳定性,用模具制造精细化来提高可靠性和稳定性。
3、不断提高数字化、信息化水平。
4、模具自动化生产是重要的发展方向,并在模具智能网络化制造技术、管理方面有重大突破。
罗百辉强调,随着中国汽车工业的快速发展,汽车市场的未来发展空间巨大,这也是我国汽车模具产业面临迅速崛起的良好契机,快速发展汽车模具制造信息化智能化是实现“十二五”智能模具制造装备发展目标,迅速提升我国汽车模具制造水平的关键。
二.问题:
早期模具生产的质量控制,只能从模具的外观,工作性能,模具着色率,生产出的制件的质量等因素分析模具本身的性能。不能通过有效的直观数据报告了解模具在加工及装配过程中的问题。需要有丰富的高级钳工进行调试达到模具良好的工作状态;模具最终验收结束后也无法通过有效的数据总结经验,为以后积累素材。
三.Cognitens蓝光设备模具的应用及方法
模具的生产分为:模具加工;模具装配;模具调试。
模具加工
毛坯测量,CAD/CAM程序优化
模具前期进入工厂后为毛坯铸造,由于毛坯铸件较泡沫实型有膨胀的变形量,而且变形量无法控制。待机加加工时由于无法确定变形量造成编程时候经常有走空刀情况,降低生产效率。

通过蓝光拍照毛坯铸件后,与设计实型进行对比后,可有效测量出各个地方的变形区域,对数据分析后进行数控编程,减少走空刀情况,提高生产效率.
首先毛坯铸件入厂后进行简单的底面加工,通过蓝光的最佳拟合和RPS对准的方式,将点云与要加工的CAD数型进行匹配。测量出需要加工重点位置的变形量数据。将数据反馈给CAD/CAM编程人员,编程人员将按照真实的留量进行加工编程,提高了加工的工作效率,优化了工作流程.
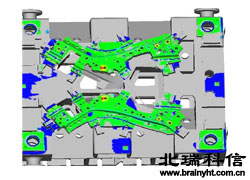
模具精加工后,通过Cognitens 的设备和CoreView measure 软件对加工精度进行检测,Cognitens 蓝光设备为绝对高精度测量机精度为0.016~0.04mm,单幅照片精度为0.68μ.大型模具通过比例尺全局定位系统,做到大型模具的精度保证,完全可以达到加工精度要求.而且由于不怕震动,粉尘,光线等特性可以直接在加工现场进行快速检测,节省了大量物流的时间,优化了工作流程.
CoreViewmeasure 软件是一款集合着3D数据测量,2D截面线分析,装配,数据测量出报告等等的一款包罗万象的综合测量分析软件.
通过对精加工后的模具检测可以检测出加工有可能存在的问题,避免了因为早期的失误而在后期留下了巨大的隐患.
2.模具装配
模具的修边,冲孔等工序一般多用于镶块的拼装,通过蓝光扫描测量可以将装配好的镶块进行装配检测,查看镶块出现的偏移等情况,也可以测量安装的导板,导柱的位置,为模具合模前期做数据支持,将问题提早发现,提早解决,节省了大量后期调配的时间,优化的工作效率.
3.模具调试
模具厂的合模一直是车间现场的技术难点,传统方式需要经验丰富的高级技工用红丹粉或者蓝油在模具的上下模,板料上均匀涂抹,然后再压机下逐步下降高度通过导滑面或者板料着色分布和颜色调试上下模或者型面匹配关系,或者通过压铅丝的的方式测量料厚间隙.
现在通过Cognitens 的CoreView measure 软件将上模下模单独扫描后,通过虚拟装配的方式,进行前期数据采集,给现场人员作数据支持的的指导。
CoreView measure 中的Assemble功能中提供两种装配方式
目标点装配运用在测量模具料厚间隙使用,首先将模具放入压机内合模压到标准位置,用相机将模具进行整体的全局定位.
然后再进行分别单独扫描测量,通过软件自有的目标点虚拟装配方式进行合模,通过截面线将最真实的料厚合模结果数据化,代替传统现场技术人员压铅丝的方式.
虚拟装配运用在模具加工后未调试前进行虚拟的合模检测合模,检测是否存在干涉情况.
分别将上模下模单独测量后运用导滑面对准建系,模拟真实装配情况.同样通过截面线的方式查看导滑面的间隙是否干涉,测量出数据进行调试指导.
CoreView measure 的两种装配方式区别在于一个运用目标点的全局点位通过真实的装配关系测量数据多用于模具合模测量料厚间隙和型面干涉情况;另一个通过坐标系虚拟装配得到模具合模前的数据支持和指导.
修边剪切口的调整往往也是模具调试重要部分,过去往往苦于没有数据无法得到有效的数据支持,只能通过大量的经验进行修正。现在通过Cognitens 的CoreView measure中的轮廓线测量工作可清楚的测量出数值并可以将轮廓线直接到处IGS格式直接用于加工工作.
模具调式过程往往会伴随着型面的打磨和修补,打磨量和修补量的好坏直接影响零件的结果。通过CoreView Pro中对比功能可以将精加工后,研磨中以及模具后期验收合格后做跟踪过程控制测量管理.
模具的验收合格不在乎于产品零件的合格,模具的调整往往都依托于产品零件的调整。模具主要是为了生产零件,零件最终状态是客户验收合格标准的主要项目之一,一般出厂时为90%以上的合格率,但是一般冷冲压的钣金零件由于零件本身的形状,材质等原因都有回弹的问题,早期通过软件的分析零件回弹并不能与最终实际生产的时候的状态相符合,此时需要把各个工序的零件进行单独拍照测量:
例如拉延件,修边,冲孔,翻边,整形等,首先各个工序件与本身工序加工数型做对比分析,查看模具与本工序零件的变形干涉情况,后一工序的加工数据对比分析查看其不同,通过两个数据比对分析,可有有效的分析出当工序零件在此工序时候的变形问题。所有工序零件还需要跟最终产品做对比分析查看其变化趋势,分析出哪一个工序是导致与产品设计不符的直接原因。
早期只能通过三坐标(包括关节臂)和车间高技术型人员,通过零件在模具上的状态通过简单的测量方式进行分析研究,工作周期长,效率低,效果差。但是通过拍照测量方式经过各个工序对比后形成色差图,可有效直观的分析其原因,让平面化变成立体化分析,操作方便,数据庞大,方便分析对比,
以上零件通过Cognitens 的CoreView Pro软件可将不同工序的零件做对比,查看哪里的位置出了问题,得到有效的数据在进行工艺更改.最重要的是CoreView Pro是一款免费软件,可以为任何一个工程师得到他想要的结果和数据.
多样的性的坐标系建立和调整,蓝光扫描测量的最大的优势在于直接进行零件的点云扫描,后期再建立坐标系,这样一个零件扫描后可以进行多种的坐标系建立调整达到更改调整模具的效果.还可以通过点云做到零件的保存,节约了因为保存零件而带来的地方,保养,时间,物流等等问题.
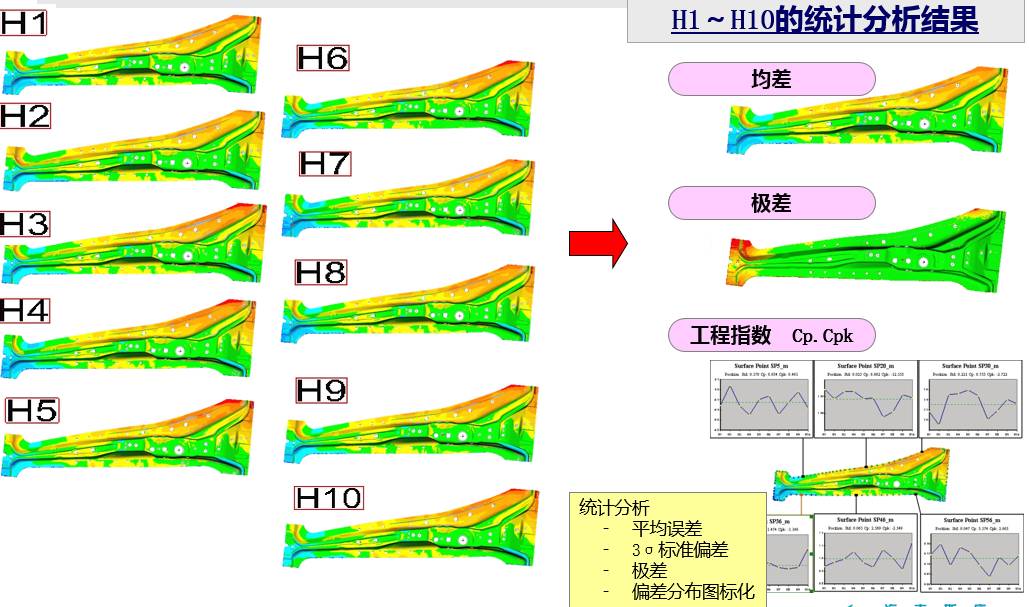
模具初验收合格后,要进行小批量生产,验证模具的稳定性失效性等。Cognitens的CoreView Pro中可进行批量零件的SPC控制分析,如极差,均值,3西格玛 CP CPK管制图等等
待模具动静检验收合格后,在进行最后一轮模具扫描,由于模具调试过程中型面进行了大量的修正,此时模具与早期精加工后的结果已经完全不同,此时在进行模具扫描保留模具数据,为下次复制模具做数据积累。
四.总结
通过Cognitens的蓝光设备及CoreView measure的有效实时方便的数据测量和Pro分析数据对比数据的能力都为模具生产过程提供指导,模具从入厂初期对未加工的毛坯铸件进行扫描,检查铸造情况,通过数据对比可以使CADCAM在前期数控编程中节省大量走空刀的情况;首次加工后的模具,可检查出模具加工的精度。装配的精度,还可以为现场上下模合模提供有效数据;模具调试中,通过制件序件的扫描,最终件扫描,模具验收合格的扫描可以为以后积累经验,保存数据等等。
由以上种种可见Cognitens 的蓝光设备在模具制造中已经是不可缺少的一部分。
通过Cognitens 的蓝光设备的合理应用可以在模具的质量控制,流程,优化,数据保存等方方面面得到前所未有的智能化提高。
地址:北京市东城区光明路13号12号楼2层211室 邮编:100061
电话:010-67161626/67161630 京ICP备12027368号-1
本站为您介绍有关:三坐标测量机、关节臂测量机、影像测量仪、电子水平仪、等相关产品资讯,希望对您有所帮助。